Cart is empty
Grinding wheel inquiry
For a grinding wheel inquiry, please use fill in the form at the bottom of this page
Standard grinding wheel markings
For clarity as well as to avoid mistakes in wheel selection, a standard designation of wheel specification was developed and was inscribed by ISO in 1965. Standards such as CNS of the R.O.C., JIS of Japan, ANSI of U.S.A. and DIN of West Germany all employ this uniform Standard.
A typical wheel marking includes the following information :
When ordering grinding wheels, specify your selection in this order:
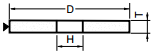
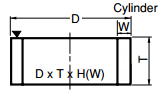
1. Wheel Shape and Face
2. Dimensions: Diameter (D), Thickness (T), Hole Size (H)
3. Wheel Specifications: Type of Abrasive, Grit , Grade, Structure, Bond
|
WA |
46 |
K |
8 |
V |
7N |
|
Abrasive |
Grit |
Grade |
Structure |
Bond Type |
KINIK Symbol |
|
Abrasives |
Bond Type |
||
|
Symbols |
Characteristics |
Symbols |
Characteristics |
|
A |
Regular aluminum oxide, hard and tough suitable for mild steel. Cast -iron etc. in rough grinding |
V (Vitrified) |
Most common bond for precision grinding porosity and strength. Wheels made with this bond give high stock removal and their rigidity helps to attain high precision Not affected by water, acid, oils or ordinary temperature variations. |
|
10A |
The prime regular aluminum oxide, hard and tough It is suited for cylindrical grinding of unhardened steels. |
||
|
WA, 38A |
White aluminum oxide, hard and brittle. Suitable for all kinds of steel grinding |
||
|
32A |
Strong sharp monocrystaline aluminum oxide Suitable for ail kinds of tool precision grounding |
B (Resinoid) |
Used for wheels in fabrication shops, foundries, billet shops, sharpening and gumming saws, and in many precision applications These wheels excel in rapid stock removal as well as in applications requiring better finishes. This bond is also restricted to reinforced resinoid products, cut-off wheels, or cut-off wheels, and for snagging with portable grinders |
|
FA, 57A |
Semi-friable, with a grinding action intermediate A and WA. Suitable for cylindrical grinding of steel sparts. |
||
|
PA |
Pink aluminum oxide, is suitable for tool grinding and surface grinding. |
||
|
RA |
Ruby aluminum oxide, hand and less brittle than PA. Suitable for high alloy steel etc, in precision grinding. |
||
|
PSA |
Special pink abrasive, simular to 32A.Suitable for all kinds of hard steels in precision grinding |
R (Rubber) |
Used for most centerless feed wheels, precision ball race grinding wheels, and for snagging with portable grinders Used where finish is important and for cut-off wheels where burr and burn must be held to a minimum |
|
AZ |
A modified high zirconia aluminum oxide, used in foun-dries snagging cast iron and steels for heavy duty work |
||
|
C |
Black silicon carbide. Used for grinding gray iron, non-ferrous metals and nonmetallic materials such as glass, rubber, stones etc |
Mg (Magnesia Oxychloride) |
A notable bond used for cutlery or particularly thin workpieces, marble surface grinding and super finishing. |
|
GC |
Green silicon carbide, is well suited for special alloygrinding such as tungsten carbide, cold-rolled steels,sapphire, glass, gem and granite. |
||
|
Note : |
Note: |
||
Grades : Grade indicated the relative strength of the bond which holds the abrasive grains in place.
|
Very Soft |
Soft |
Medium |
Hard |
Very Hard |
|
D.E.F.G. |
H.I.J.K. |
L.M.N.O. |
P.Q.R.S. |
T.U.V.W.X.Y.X. |
Grits (CNS & JIS Standard)
|
Coarse |
Medium |
Fine |
Very Fine |
Ultra Fine |
|
10 12 14 |
30 36 46 |
70 80 90 100 |
240 280 320 400 |
1000 1200 1500 2000 |
|
16 20 24 |
54 60 |
120 150 180 220 |
500 600 700 800 |
2500 3000 4000 |
Structures
|
Symbol |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Abrasive Ratio % |
62 |
60 |
58 |
56 |
54 |
52 |
50 |
48 |
46 |
44 |
42 |
40 |
38 |
36 |
34 |
Standard wheel shapes
|
Shape 1 |
Shape 2 |
Shape 5 |
|
Shape 6 |
Shape 7 |
Shape 11 |
|
Shape 12 |
Shape 20 |
Shape 23 |
|
Shape 24 |
Shape 26 |
|